Mash Cooler Geelen
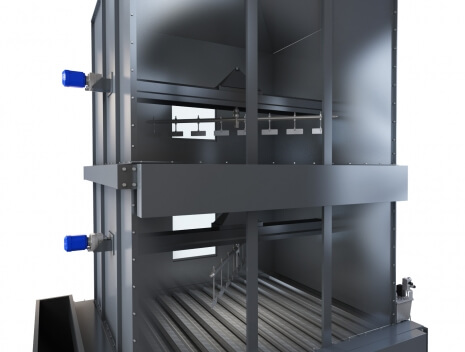
At LGPM, we offer Geelen Counterflow Mash Coolers. The mash cooler was designed for steam-conditioned mash feeds to be cooled. It operates from two fluidised product beds by drawing air.

Our Benefits for your Application
Cooler for steam conditioned mash
Excellent flexibility
Minimal maintenance
For mash goods, fluidisation is required because the product bed is so dense that without regulated fluidisation, no air can move through it. However as soon as you fluidise the bed, you lose the regulated “first in-first out” flow of the product, so you risk uneven cooling. That is why the mash cooler’s top deck is a batch maker that collects all the product from the inlet valve while fluidising the product with cold air, then discharges the whole batch to the lower deck where all the mash particles are cooled for the same amount of time.
Timer-driven and hydraulic cylinders control the discharge from the decks. With this type of cooler, air volume control is important. Too little airspeed does not allow enough fluidisation to occur. Too much airspeed will result in too many particles falling into the exhaust air. Our PLC can monitor the dischargers’ timers as well as the fan’s VFD.


Related Applications

Stock Feed

Flour Milling
Aquafeed Industries

Pet Food

Grain Terminals

Food & Beverage

Brewing


